

一种嵌埋铜PCB制作方法
随着高频射频(RF)和功放(PA)等大功率电子元件对PCB散热能力的要求越来越高,业界开始引入了在印制板内部嵌入铜块的制造工艺,称之为嵌埋铜板。同时为节约高频材料的用料成本,只在射频线路部分设计为高频材料局部混压,目前大部分产品为两种工艺同时结合。将完成单面线路制作后的高频材料和散热铜块在压合前叠层之后埋入,同时散热铜块还要机械加工出相应的功能元件放置槽。现详细阐述高频材料局部混压嵌埋铜块的制造流程设计和工艺控制方法,以供业界同行参考。
1.型号特征
该嵌埋铜PCB产品的基本信息和规格如表1所示。
.jpg)
该嵌埋铜PCB的压合结构及铜块大小如图1、图2所示。
.jpg)
从图3嵌埋铜PCB的压合结构中可以看出,铜块两面均有铣槽,且L1-L2层铣槽刚好到铜块背面,铜块零损伤,L1-L2面通过背钻孔连通铜块形成散热孔。嵌埋铜制作过程中的半成品图如表2所示。
.jpg)
图3 嵌埋铜PCB压合结构图
2.工艺制作流程
开料(铜块、芯板、半固化片)→内层图形→内层AOI →内层OPE冲孔→内层铣板(L3-L4及假板芯铣槽)→铣半固化片→层压(放置铜块)→磨板→钻孔→定深钻孔→沉铜→填孔电镀→外层图形→图形电镀→蚀刻→外层AOI→阻焊塞孔→丝印阻焊→丝印字符→成型铣槽(1)→成型铣槽(2)→激光钻孔→沉金→测试→成型→FQC→FQA→包装。
该制作流程中采用通孔与机械盲孔一起镀,激光钻孔主要为烧树脂,成型铣槽(1)与成型铣槽(2)均为控深铣槽。
制作各工艺段的注意事项如下:
(1)开料。
L1-L2层所用材料为Rogers RO4350B,L3-L4为S1000材料 ,半固化片均为S1000;铜块由供应商提供,尺寸为(22×27.7×1.07)mm,尺寸公差为±0.04mm,厚度公差为+0.04mm,四个侧面与上下底面呈垂直90度,铜块表面平整无凹痕。
(2)内层铣板和铣半固化片。
将图1层压结构中所示的103部分L3-L4层芯板、4张半固化片1080 65%×4和102部分的假层芯板开窗(假层芯板需将铜蚀刻掉),开窗大小较铜块单边大0.076 mm;内层增加102假层的目的主要为预防半固化片过多,在压合半固化片开窗放置铜块时,半固化片与半固化片间错开导致铜块无法放入。
(3)层压(放置铜块)。
过棕化线时,铜块的放置需采用辅助工具,将铜块放入辅助工具中,水平过棕化,避免铜块掉入机器中。铜块只需一面及侧壁过棕化处理,另一面可不作处理。特别注意的是过完棕化之后需要检测是否有漏铜现象。具体棕化辅助装置及过棕化前后的图片如表3所示。
层压之前的叠板方式要求铜块向上,主要目的是避免铜块掉落。其主要叠板方式及铜块的放置方式如图4所示。
.jpg)
图4层压叠板方式及铜块的放置
压合排版采用离型膜+铝片+缓冲垫制作,具体压合排版的方式顺序如表4所示。
.jpg)
压合之后的嵌埋铜PCB产品埋入铜块如图5示。
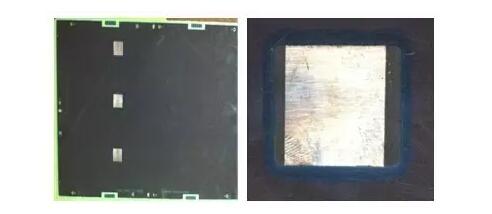
图5压合之后埋入铜块
从压合之后的产品来看,铜块周围有溢胶,经过溢胶量的测定,溢胶范围在2 mm~3.5 mm。对压合后产品做切片分析,从切片可以看出铜块周围填胶饱满,填胶距离为88.8 mm;树脂溢出较铜面高出41.5 mm,具体切片图如表5所示。
(4)磨板。
采用单面磨板,将L4面铜块周围树脂磨尽,铜厚控制在0.5oz,磨板之后的嵌埋铜产品如表6所示。
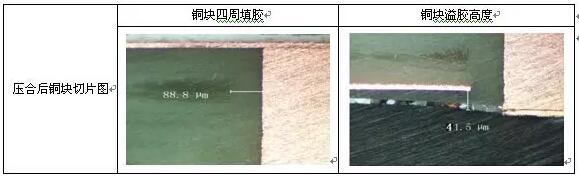
表6磨板后嵌埋铜产品图示
(5)机械盲孔。
机械盲孔要求钻通L1-L2层,并与嵌埋铜块相连,主要目的是形成散热孔。具体的机械盲孔钻孔后、机械盲孔电镀后和机械盲孔电镀放大之后的图片如表7所示。
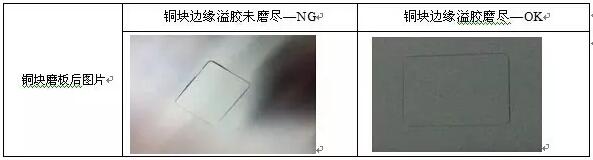
表7机械盲孔钻孔后及电镀后图示
(6)成型铣槽(1)及激光钻孔。
L1-L2面采用定深铣槽,确保树脂残留0.05 mm~0.15 mm厚度,再采用激光钻孔方式烧去剩余部分树脂,使铜块漏出,喷砂后将激光烧树脂碳化部分清洁,实现铜块零损伤。激光烧树脂程式设计为比铣槽单边小0.076 mm,故易形成底部台阶,后续可考量将成型铣槽(1)与激光钻孔流程修改到填孔电镀后制作,因有铜面保护,激光烧树脂程式设计比铣槽大0.1 mm,可避免底部形成台阶。具体成型控深铣槽、激光烧树脂及喷砂后的图示如表8所示。
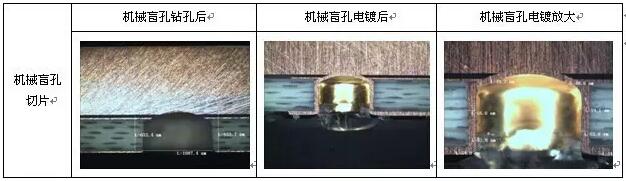
表8成型控深铣槽、激光烧树脂及喷砂后图示
在激光烧树脂参数的控制上,参数能量较少只会对树脂产生影响,不伤及铜。本产品工艺制作流程中的激光烧树脂参数可确保铜块零损伤,具体参数如表9所示。

(7)成型铣槽(2)。
成型铣槽(2)要求控制深度(0.5±0.05)mm,实测0.5 mm;铜块底部加工平整度需要改善,具体铜块孔深铣槽图片如表10所示。
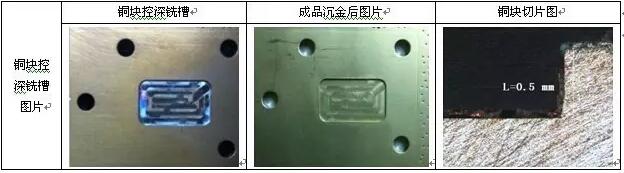
表10铜块控深铣槽、沉金及切片图示
本产品的制作采用单面三刃铣刀从L4面对铜块进行控深铣槽,确保槽底部平整;从图片来看底部不够平整需对工艺参数及行刀路径进行优化处理。
(8)FQC。
对成品板进行切片分析,具体图示如表11所示。
.jpg)
表11成品切片图
3.产品可靠性测试
对成品板进行回流焊测试及热应力测试,具体结果如表12所示。
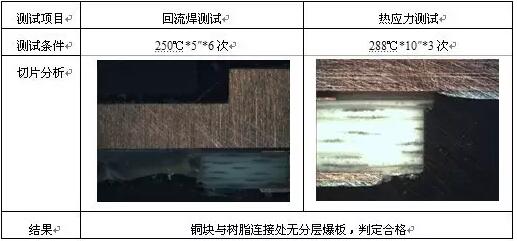
表12成品板可靠性测试
结论
(1)嵌埋铜块位置压合信赖性测试合格,实现铜块背面铣槽到铜块位置零损耗;
(2)铜块铣槽加工底部不平整,后续需对参数及行刀路径进行优化处理。
ps:部分图片来源于网络,如有侵权,请联系我们删除









最新产品
触摸屏HDI
-

-
层数:8层2阶
材料:EM-285
板厚:0.80mm
最小盲孔:0.10mm
最小埋孔:0.20mm
表面处理:OSP特点:Any-layer 设计
服务智能机器人线路板
-

-
型号:M04C16614
层数:4层
板材:GW1500
板厚:1.6+/-0.16mm
尺寸:124mm*114mm
最小孔径:0.2mm
最小线宽:0.094mm
最小线距:0.107mm
过孔距PAD≤0.1mm
表面处理:沉金
服务智能机器人线路板
-

-
型号:M04C23782
层数:4层
板材:GW1500
板厚:1.6+/-0.16mm
尺寸:124mm*118mm
最小孔径:0.25mm
最小线宽:0.112mm
最小线距:0.102mm
表面处理:沉金
最小BGA:0.6mm
过孔距PAD:0.1mm
家庭智能机器人线路板
-

-
型号:M04C33188
层数:4层
板厚:1.2+/-0.12mm
尺寸:121.96mm*132.05mm
最小孔径:0.25mm
最小线宽:0.116mm
最小线距:0.168mm
表面处理:沉金
最小绿油桥:0.08mm
过孔距PAD≤0.1mm
智能Wifi线路板
-

-
型号:TM04C02677
层数:4层
板材:EM825
板厚:1.0mm
尺寸:92mm*76mm/8
最小孔径:0.20mm
最小线宽:0.1mm
最小线距:0.127mm
表面处理:沉金2u"-10u"
油墨颜色:哑光黑油
特殊难点:阻抗+半孔,阻焊单面开窗设计
家庭智能机器人线路板
-

-
层数:6层
材料:FR4
板厚:1.6mm
尺寸:121.6mm*157.4mm
最小线宽:0.152mm
最小线距:0.152mm
表面处理:无铅喷锡
智能家居温控器线路板
-

-
型号:M02C22186
层数:2层
板厚:1.6mm
尺寸:293.37mm*203.2mm
所用板材:FR4+PI+NFPP
最小孔径:0.4mm
最小线宽:0.305mm
最小线距:0.406mm
表面处理:沉金
结构方式:上下非对称结构
智能手环线路板
-

-
型号:GHS04K03805B
阶层:4层一阶
板材:EM825
板厚:0.8mm
尺寸:149.5mm*81.2mm
最小线宽:0.076mm
最小线距:0.076mm
最小孔径:0.1mm
表面处理:沉金+OSP
同类文章排行
- 电池电路板厂之手机电池的那些“误会”
- 电池电路板厂之从1G到5G手机进化史,鬼知道手机经历了什么?
- 电路板厂为您解析PCB拼板设计
- 导入采用IC基板的类基板手机HDI技术
- 2014中国线路板厂排名,你知道几家?
- 新能源汽车特有核心单元,带动电池线路板厂新增长
- 盲埋孔电路板的规格
- 电路板中电子元器件的手工焊接方法分析(上)
- 手机摄像头线路板之手机摄像头模组的工作原理以及封装方法
- 2015年CPCA中国PCB行业排行榜正式出炉!深联电路内资排名第10!综合排名第28!
最新资讯文章
- 探秘盲埋孔线路板厂:如何用精密工艺打造电路 “隐形脉络”?
- 探寻电池电路板厂的前沿洞察:行业发展驶向何方?
- 探秘盲埋孔线路板厂:怎样解锁精密制造的密码?
- 5G时代给PCB厂带来哪些新挑战?
- 智能化浪潮中,电路板厂怎样推进智能制造升级?
- 智能化浪潮下,汽车车灯线路怎样实现精准控制与智能交互?
- 智能化转型,电池电路板厂如何破局?
- 手机摄像头线路板的未来发展方向在哪?
- 线路板厂:智能制造的未来之路
- PCB厂分享:我国新型PCB产业分析

共-条评论【我要评论】