

HDI板中电子元器件的手工焊接方法分析(下)
任何一台电子仪器、仪表或电子产品,都是由各种元器件、电子模块、接插件、线缆连接组装而成的。焊接是电子安装工艺中的重要环节,虽然机械自动化的焊接设备、先进的焊接技术在电子产品的组装、焊接中起到了非常重要的作用,但在补焊、组装、调试、维修电子电路时,手工焊接技术是基本技能。

4印刷电路板中元器件的焊接
印制电路板可实现集成电路等各种电子元器件之间的布线和电气连接或电绝缘,提供所要求的电气特性,为元件插装、检查、维修提供识别字符和图形。
在焊接HDI板时,元器件安装顺序应根据电路的实际情况灵活操作,要求整齐美观,型号数值朝外,便于检查。一般来说,应遵循先低后高、先轻后重以及优先耐热的原则,依次是电阻器、电容器、二极管、晶体管、集成电路和高功率管等。元件焊接的顺序如下图所示。
左右滑动查看更多
▲元件焊接的顺序
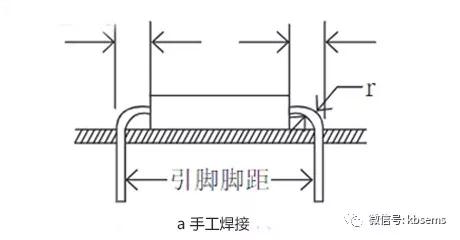
元器件成型
根据焊点间的距离及电路板元件布局,来确定元件的安装方式,有立式和卧式两种。立式安装元器件所占面积小,一般用于元器件排列密集的情况。卧式安装机械稳定性好、排列整齐、元器件跨距大,一般用于有足够空间的情况。元器件的引脚不得从根部弯折,防止损坏元器件,要用镊子夹住元器件引脚,距离根部2~3mm处再弯折成型。同时放置元器件时,不要使元器件与电路板紧贴,留有1~2mm间隙,有利于元器件散热。
元器件焊接注意事项
• 电阻器焊接:要求标记向上,文字方向一致,装完同一种规格后再装另一种规格,尽量使电阻高低一致。
• 电容器焊接:注意有极性电容器的“+”与“-”极不能接错,电容器上的标记方向要易看可见。先装玻璃釉电容器、有机介质电容器、瓷介电容器,最后装电解电容器。
• 二极管焊接:二极管是有正负极性的,放置时注意二极管的正负极。焊接立式二极管时,对最短引脚焊接时间不能超过2秒。
• 三极管焊接:注意b、c、e三个引脚位置插接正确,焊接时间尽可能短,焊接时用镊子夹住管脚,以利于散热。
• 集成电路的焊接:根据图纸要求,检查芯片型号、引脚及放置位置是否符合要求。焊接时应先焊对角线的两只引脚,使其定位,然后再从左到右、自上而下逐个焊接。焊接CMOS集成电路时,为避免由于静电感应而损坏元件,必须使电烙铁良好接地,焊接时间不得超过5秒,最好使用20~25W内热式电烙铁。
5
焊点常见问题与质量控制方法
黑色接线与凹陷
在手工焊接期间,焊点出现这种现象时,其主要特点通常为铜箔、元器件引线以及焊锡间具有较为明显的黑色接线,在其严重时还会致使焊盘的脱落。其中焊料与焊件连接位置出现凹陷将会致使虚焊现象的出现。这种上述问题形成的主要因素通常为引线与焊盘的清洁存在问题,致使焊锡没有完善湿润。其解决方法主要为工作人员需要将印制板以及元器件引线进行科学合理的清理,并对合理的焊接材料进行使用,其中工作人员还应具有较为完善的焊接方法与技巧。
对称性缺失
对称性缺失焊点的外表特点通常为焊锡没有完整的对焊盘进行湿润,致使焊点强度相对较弱。这种问题形成的主要原因为焊盘的清洁存在问题以及加热程度缺失,致使焊料没有较为良好的扩散性。其解决方法是在进行焊接前对焊盘进行科学清理,对焊接材料进行科学选择,并对焊接时间进行科学的控制。
倾斜现象
焊点在出现倾斜时,引线与印制盘面之间缺乏较强的垂直性,在导致桥接短路现象发生的同时也对焊接的外观有着相应的影响。其中引线转配歪斜是该现象发生的主要原因。所以工作人员在手工焊接期间需要时刻确保PCB板与原件引线之间具有良好的垂直性。
豆腐渣问题
所谓豆腐渣问题就是焊点外表呈现为豆腐渣形态,并有着灰白色以及缺少相应的光泽,其中结构具有较强的松散性,甚至还存在龟裂现象。在这种问题下将对致使焊点强度相对较低、虚焊、导电性较弱等问题的出现。其中焊接温度较弱以及冷焊现象时导致豆腐渣问题出现的主要因素,所以工作人员应提高质量控制工作力度,在手工焊接期间对元件进行科学的固定,在焊点完全凝固点防止元件出现任何移动,并科学选择电烙铁,避免这种问题的出现。
焊点较高
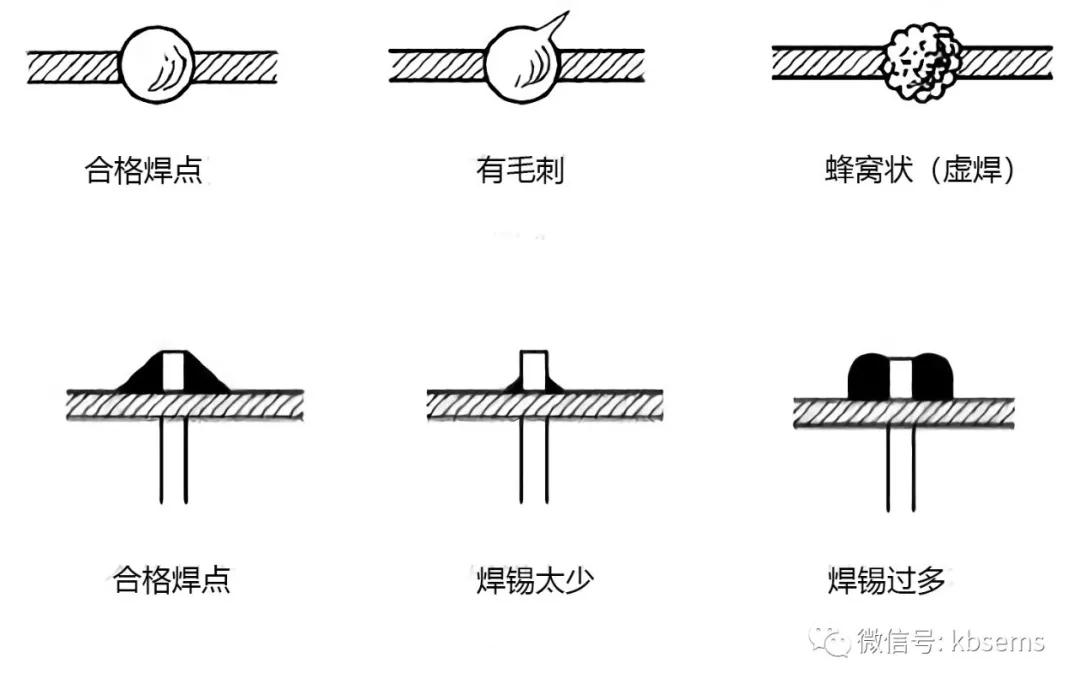
通产情况下,由于焊料供应量相对较多、电烙铁撤离期间角度缺乏合理性等都会致使焊点较高现象的出现,其主要表现为焊锡较多以及焊料堆积较好,可对相应的问题进行包裹并对其外观具有不良影响。所以,工作人员应结合实际情况对焊料供给量进行科学控制,在电烙铁撤离期间角度不应过高。
焊料较少
相对较短的焊接送锡时间是引发焊料较少的主要因素,这时手工焊接焊点的体积相对较小,同时焊料也没有形成良好的平滑过渡面,致使焊点机械强度较为缺失。因此焊接人员需要对焊料供给时间进行科学的控制与管理,确保焊料供给的充足。
6焊接技巧应用
• 烙铁头与焊接点的接触
在烙铁头与焊接点接触时,熔化的焊锡应均匀流向焊接点并渗入焊件表面的缝隙。
• 移开电烙铁的时间
在焊接点上的焊料接近饱满,助焊剂没有完全挥发完时拿开电烙铁,这样效果较好。
• 焊锡与助焊剂要适量
焊接点上的焊锡以包着引线灌满焊盘为宜。
• 焊接的时间要适当
整个焊接过程一般应在几秒种内完成,如果焊接时间过长,则焊接点上的助焊剂完全挥发,就失去了助焊作用,可能会导致焊接点表面粗糙、发暗不光亮等问题。焊接时间过长、温度过高,还容易损坏被焊器件和导线绝缘层及接点。另外,印制电路板是使用某些粘合剂把铜箔粘在绝缘板上制成的,如果焊接温度过高、时间过长,就会引起印制板起泡或铜箔脱落。如果焊接时间过短,焊接点的温度达不到焊接温度,焊料不能充分熔化,未挥发的焊剂会在焊料与焊接点之间形成绝缘层,造成虚焊。
• 防止焊接点上的焊锡任意流动
焊接过程中要熟练掌握焊接技巧,严格控制焊锡的流向,以免造成短路。
• 焊料凝固过程中不要触动焊接点
焊接点上的焊料尚未完全凝固时,不应移动焊接点上的被焊器件,否则会造成焊接点变形,出现虚焊现象。
• 焊接过程中应避免烫伤周围的元器件及导线
焊接时要注意不要使电烙铁烫伤周围导线的塑胶绝缘层及元器件的表面,尤其是焊接结构比较紧凑、形状比较复杂的产品,必要时可先暂时移动影响焊接的导线或元器件的位置,焊接后再恢复原位。
• 做好焊接后的清理工作
焊接完毕后,应及时清除剪掉的导线头及焊接时掉下的锡渣等,防止落入产品内带来隐患。

手工焊接技术是一项实践性较强的操作技能,并会直接影响产品的质量和性能。随着电子元件包装的更新和电子产品的发展,手工焊接的难度将会增加。在清楚了一般方法之后,有必要多加练习,获得更多经验,提高焊接质量。
ps:部分图片来源于网络,如有侵权,请联系我们删除











最新产品
触摸屏HDI
-

-
层数:8层2阶
材料:EM-285
板厚:0.80mm
最小盲孔:0.10mm
最小埋孔:0.20mm
表面处理:OSP特点:Any-layer 设计
服务智能机器人线路板
-

-
型号:M04C16614
层数:4层
板材:GW1500
板厚:1.6+/-0.16mm
尺寸:124mm*114mm
最小孔径:0.2mm
最小线宽:0.094mm
最小线距:0.107mm
过孔距PAD≤0.1mm
表面处理:沉金
服务智能机器人线路板
-

-
型号:M04C23782
层数:4层
板材:GW1500
板厚:1.6+/-0.16mm
尺寸:124mm*118mm
最小孔径:0.25mm
最小线宽:0.112mm
最小线距:0.102mm
表面处理:沉金
最小BGA:0.6mm
过孔距PAD:0.1mm
家庭智能机器人线路板
-

-
型号:M04C33188
层数:4层
板厚:1.2+/-0.12mm
尺寸:121.96mm*132.05mm
最小孔径:0.25mm
最小线宽:0.116mm
最小线距:0.168mm
表面处理:沉金
最小绿油桥:0.08mm
过孔距PAD≤0.1mm
智能Wifi线路板
-

-
型号:TM04C02677
层数:4层
板材:EM825
板厚:1.0mm
尺寸:92mm*76mm/8
最小孔径:0.20mm
最小线宽:0.1mm
最小线距:0.127mm
表面处理:沉金2u"-10u"
油墨颜色:哑光黑油
特殊难点:阻抗+半孔,阻焊单面开窗设计
家庭智能机器人线路板
-

-
层数:6层
材料:FR4
板厚:1.6mm
尺寸:121.6mm*157.4mm
最小线宽:0.152mm
最小线距:0.152mm
表面处理:无铅喷锡
智能家居温控器线路板
-

-
型号:M02C22186
层数:2层
板厚:1.6mm
尺寸:293.37mm*203.2mm
所用板材:FR4+PI+NFPP
最小孔径:0.4mm
最小线宽:0.305mm
最小线距:0.406mm
表面处理:沉金
结构方式:上下非对称结构
智能手环线路板
-

-
型号:GHS04K03805B
阶层:4层一阶
板材:EM825
板厚:0.8mm
尺寸:149.5mm*81.2mm
最小线宽:0.076mm
最小线距:0.076mm
最小孔径:0.1mm
表面处理:沉金+OSP
同类文章排行
- 电池电路板厂之手机电池的那些“误会”
- 电池电路板厂之从1G到5G手机进化史,鬼知道手机经历了什么?
- 电路板厂为您解析PCB拼板设计
- 导入采用IC基板的类基板手机HDI技术
- 2014中国线路板厂排名,你知道几家?
- 新能源汽车特有核心单元,带动电池线路板厂新增长
- 盲埋孔电路板的规格
- 电路板中电子元器件的手工焊接方法分析(上)
- 手机摄像头线路板之手机摄像头模组的工作原理以及封装方法
- 2015年CPCA中国PCB行业排行榜正式出炉!深联电路内资排名第10!综合排名第28!
最新资讯文章
- 探秘盲埋孔线路板厂:如何用精密工艺打造电路 “隐形脉络”?
- 探寻电池电路板厂的前沿洞察:行业发展驶向何方?
- 探秘盲埋孔线路板厂:怎样解锁精密制造的密码?
- 5G时代给PCB厂带来哪些新挑战?
- 智能化浪潮中,电路板厂怎样推进智能制造升级?
- 智能化浪潮下,汽车车灯线路怎样实现精准控制与智能交互?
- 智能化转型,电池电路板厂如何破局?
- 手机摄像头线路板的未来发展方向在哪?
- 线路板厂:智能制造的未来之路
- PCB厂分享:我国新型PCB产业分析

共-条评论【我要评论】