4.1.2 高导热厚铜盲埋孔电路板制作改善方案
(1)该材料半固化片含高比例陶瓷粉填料,相对于FR4流动性差,但其本身还是属于环氧树脂体系,为保证其流动性和树脂填充性,要求在70℃~130℃之间保持升温速率为(3~3.5)℃/min,适当延长冷压时间,冷压时降温速率也应低于5 ℃/min,以释放内应力,具体参数依据所填铜的厚度和线路的结构设定;
(2)采用多段压力加压设计,对于多层厚铜板,尺寸为457mm×610mm时,压力可以提高到3.10 Mpa,具体需依据实际情况做调整;
(3)因为此产品使用铜箔与半固化片的压合方式,故压力均匀性和辅助材料的缓冲能力很重要,排板时层间加新牛皮纸作为缓冲层,缓冲压力,并促进填胶;
(4)使用先铆合后熔合的方式预叠板,且排版时在垫钢层间加新牛皮纸防滑;
4.1.3 改善效果
改善效果见图1图2。
.jpg)
4.2 激光钻孔参数优化
4.2.1 问题描述
高导热材料树脂无机陶瓷填料比例很高(60%以上),激光钻孔过程中穿透能力明显下降,造成激光盲孔底部树脂残留。内层开路、盲孔脱垫问题频发。
4.2.2 改善对策
针对此类高无机填料材料,普通FR4产品激光盲孔制作参数已不能满足其能量需求,必须优化参数,以保证盲孔底部树脂反应完全,以下为高导热材料优化参数对比。
.jpg)
4.2.3 改善效果
高导热材料激光钻孔加工能量需明显增强,图3是优化参数后激光盲孔制作效果。
.jpg)
图3 改善后激光钻盲孔观测图
4.3 机加工披锋、断刀问题改善
4.3.1 难点描述
因材料本身陶瓷粉填料比例高,硬度大,且内层含10层以上的137.2 mm厚铜层,机加工(含钻孔、铣PTH槽、铣set外形、铣外围等)时对刀具的磨损很严重,控制不当会出现爆孔、披锋等异常。严重时铜皮会卷到刀具上并会出现断刀。
4.3.2改善方案
机加工时选用金刚石涂层的刀具,适当调整刀具寿命如孔数、铣程序等。具体改善方法如下:
(1)盖板、垫板:使用酚醛材料;
(2)孔限设置:尽量避免设置孔限高于100孔,以避免基体材料疲劳破坏导致断刀;
(3)钻孔使用分步钻的方式,具体依实际板厚来决定分2步或3步;
(4)过程中注意监控钻头品质,若出现涂层崩缺,则不能继续使用,因为此材料内部的陶瓷填料存在颗粒大小不一,分布不一致的情况(如图10),钻头钻至陶瓷颗粒聚集位置或异常大颗粒位置时,可能会导致钻头刃口崩缺。
4.3.3 改善效果
改善后效果如图4。
.jpg)
图4 机加工问题改善效果图
4.4 除钻污方法
4.4.1 难点描述
因高导热板材陶瓷填料比例高,质硬(硬度堪比固化的水泥),常规的等离子活化无法对处理,普通的高Tg参数化学除钻污一次(正常情况下控制除钻污速率在0.3 mg/cm2 ~ 0.6 mg/cm2)无法将钻污处理干净。
4.4.2 改善方案
此材料特殊,经试验验证,确认其除钻污速率应在1 mg/cm2~ 1.2 mg/cm2之间,采用两次除钻污的方式,能够更有效的除掉含陶瓷料比例较高的高导热材料的钻污。具体除钻污速率受层压结构及板厚影响会有差异。改善方式和效果见表4,各项指标均符合IPC标准。
.jpg)
4.3.3 改善效果
改善效果见图6。
.jpg)
4.5 折断板问题改善
4.5.1 难点描述
因高导热板材陶瓷填料比例高,材料质硬且介厚较薄,不足以支撑137.2 mm基铜,故芯板加工时极易断板。并且在铣set外形后,尤其是沉铜、板电、蚀刻、阻焊工序会出现断板的情况。
4.5.2 改善方案
(1)设计时,基于线路设计将连接位加大,以保证铜皮可以支撑如此厚重的板。以下仅针对外层线路宽度设计示例,见图7。执行该改善措施后,该产品完成阻焊后未见断板。
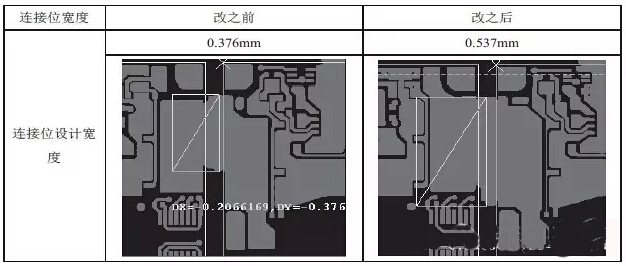
图7 外层连接位宽度改善前后对比图
(2)给连接位内层增加假铜设计,以假铜来提高连接位的强度,尽量减少纯基材层的宽度,防止折断板。假铜设计如图8所示。
.jpg)
图8 连接位添加假铜设计示意图
5 测试结果
经对盲埋孔电路板产品进行可靠性测试,各项指标合格,此款14层高导热材料盲埋孔电路板达到IPC-6012C相关标准。见表5。
.jpg)
6 总结
通过以上的研究探索,可以将此类高导热的HDI板制作技术总结如下:
(1)材料的选择:综合比较性能与价格,通过不同结构设计、试验,选择热导率高且耐热性高的材料。
(2)设计工艺流程时,可以按照“分→总”的形式进行,即,先设计不同层别的制作流程,最后将各分流程进行汇总。
(3)工艺难点改善总结:
①压合采用调整升温速率和降温速率,增大压力,使用新牛皮纸等缓冲垫相结合的方式制作,以保证填胶性能;
②高导热材料激光钻盲孔,相比FR-4材料需要适当增加脉宽、能量,增多发射次数,避免盲孔低残胶等问题;
③机加工过程中,钻孔使用金刚石涂层的钻头,同时将孔限调低,在钻孔过程中监控钻头的损耗情况;
④去钻污时应控制除钻污速率为1 mg/cm2 ~ 1.2 mg/cm2之间;
⑤设计阶段图形的连接位在空间允许的情况下,将铜宽度加至最大,采用内层添加假铜设计,以保证其足够的支撑力,防止折断板。
 触摸屏HDI
触摸屏HDI 服务智能机器人线路板
服务智能机器人线路板 服务智能机器人线路板
服务智能机器人线路板 家庭智能机器人线路板
家庭智能机器人线路板